Bridge Cranes vs Monorail Systems
The Efficient Use of Industrial & Warehouse Floor Space

Construction costs and rents for warehouse and industrial facility floor space continue to climb. In a February 2023 published report, the cost of warehouse floor space in 12 major cities varied between about $85 and $202 per sq. ft. Construction prices ranged between $22 and $274 per sq. ft while rents ranged from a low of $3.91 up to $10.88 per sq. ft. annually.
When manufacturing businesses move into buildings that were not custom built for their applications, changes are often required to the building and/or the manufacturing equipment to make the operation safe and productive.
Using both the floor and overhead space available can reduce the operations costs per sq. ft. In a manufacturing facility, the space required for the movement of materials between workstations, storage locations, or shipment points is often 50% or more of the total building floor space. Moving loads using (AGV) automatic guided vehicles, forklift trucks, transfer tables or carts can take up a lot of floor space. Monorail systems can save floor space by serving as overhead conveyor systems to move loads over equipment and other obstacles instead of having to go around them.
Overhead bridge cranes, monorail systems, and underhook devices can make an operation more efficient by allowing workers to manipulate heavy objects, tools and critical components with relative ease. Fall arrest systems can also be supported by bridge cranes, gantry cranes, workstation cranes, jib cranes or monorail systems.
Free standing or building supported cranes, monorail systems and fall arrest systems can make warehousing, shipping and receiving and manufacturing operations safer and more productive. The choice of the best overhead material handling system will depend on the application and the building in which the equipment is to be installed. The steel structure of many buildings is not designed to support overhead material handling systems. Free standing structures can be incorporated into overhead material handling systems; workstation cranes for example.
Most overhead material handling systems can be built for interior, exterior, or transitional use. The two basic types of overhead material handling systems are bridge cranes and monorail systems. Bridge cranes operate in three directions: length of runway, span of beam and height of lift. Moving materials from a location under a bridge crane to another location outside its operational area usually requires a forklift, AVG, etc. A monorail system can often do the job of a bridge crane and move materials throughout a facility without taking up floor space.
A monorail is defined as “a single rail serving as a track for a wheeled vehicle (trolley), also a vehicle traveling on such a track.” A simpler definition is: an overhead conveyor system operating from a single rail. That rail can support one or more manually or automatically operated vehicles. It can also support load devices from a fixed point along that rail. These systems are not limited to one rail; they can have multiple rails with branches and switches, the track can be looped, change elevations, pass though openings in walls and doors, or pass through equipment like industrial ovens, sandblast booths, and paint booths. Monorails offer flexibility and are often less expensive to install than bridge crane systems.
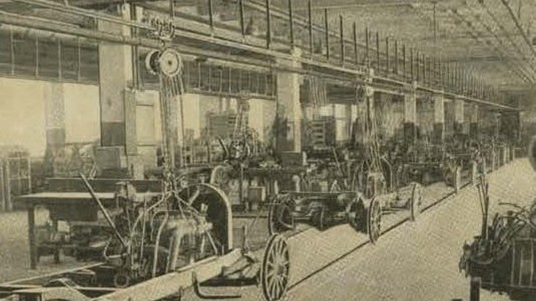

Monorail systems were a component of many of the early 20th Century assembly lines. Today monorails are used in thousands of manufacturing applications and fall arrest systems.
Making Industrial & Warehouse Floor Space Safe & Productive
Monorail Chain Conveyors:
Monorail systems can be used in processes where multiple carriers are linked together to move long strings of components on a loop track. That type of system is referred to as an overhead chain conveyor.
Overhead chain conveyors are used for meat and poultry processing. Galvanizing, chemical cleaning, heat treating, painting and sandblasting are also common uses for industrial overhead chain conveyor monorail systems. This photo is of an ACCO monorail chain conveyor system.

Transportation Industry:
Loading and unloading flatbed trucks and railcars is usually done using bridge cranes, container handlers, or forklifts. That can require workers to climb onto deck and often the load to inspect it, strap it down, or to unstrap it. OSHA and FRA require fall protection when working at those heights. Loading hopper and tank railcars usually requires working on top of the railcars. Fall protection is also required for those applications. A Gorbel TetherTrack fall system can work for both truck and railcar applications.
Operating in Hazardous Areas:
Monorail systems can be equipped to operate in hazardous environments where wheel sparking or an electrical problem could cause a fire or explosion. These include areas where flammable gases and vapors are present that require ratings for Groups C & D, Division 1; Groups B, C, and D Division 2. It also includes areas where combustible dusts are present that require ratings for Groups E, F, & G, Divisions 1 & 2. Pump and motor maintenance at refineries, chemical plants, natural gas and oil pumping stations, sewage treatment plants, and sewage pump lift stations are applications where these types of hoists and monorail systems may be specified.
Product Packaging:
The most common use of monorail systems is in maintenance shops and other areas of a facility where it is necessary to lift heavy equipment and/or transport it to a location better suited to do the maintenance work. Examples include lifting electric motors, gear drives, pumps, dies, valves and screens. Water and wastewater treatment plants use monorails to access pumps, valves and screens in deep wells.

This photo shows a Cleveland Tramrail™ double monorail supporting a paper roll manipulator. The rolls can weigh up to 600 lbs. each.
Patented Track vs. I-Beam (Wide Flange) Monorail Systems:
I-Beam track can be used for applications like pump lift stations and maintenance shops. The trolley wheels must be angled to match the contour of the bottom flange. That can require guide wheels when passing through sharp curves.

Patented track is used in heavier duty production operations. It is lighter and stronger, has a much higher tensile strength at T-Section, deflects less, and has a much higher Brinell hardness in the flat faced bottom flange. The flat faced bottom flange and wheels allow the trollies to track better than I-Beam trolleys. It can be factory bent into tighter radii with near exact dimensions, adapting to patented track systems which may have switches and bolted joints.
Cleveland Tramrail® Monorail System:



These pictures from Cleveland Tramrail show a 2-ton monorail system used to unload a flat bed truck and move contents into a laboratory building, along with the free standing and building-supported sections of the monorail system.
Gorbel® Workstation Cranes and Monorail Systems:
Workstation cranes and monorails are built for light to medium duty applications for lifting up to 4,000 lbs. These photos show Gorbel® enclosed track for workstations. Enclosed track is lighter than I-Beam or Patented Track.
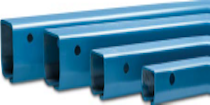
Plain Steel Track up to 4000 lbs. | Trusted Steel Track up to 4000 lbs. | Aluminum Track up to 2000 lbs.
Workstation cranes are a type of industrial crane that consist of a moving bridge that runs across parallel runways. On the bridge, hoists or other lifting devices such as manipulators or intelligent lifting devices that travel across the bridge are commonly attached. Bridge cranes cover rectangular work areas.
Monorail cranes are a type of overhead crane that provide alternatives to bridge cranes and offer versatility in restricted spaces. A monorail crane’s key differentiating factor is its versatility and adaptability to accommodate tight spaces where other cranes and forklifts do not fit. Monorail cranes are ideal for transporting material for painting, coating, and blasting. These systems are mostly used to eliminate worker strain, boost efficiency, protect product, reduce downtime and improve workflow.
EMH® Workstation Cranes:
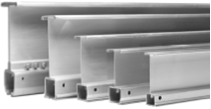
EMH® manufactures the NOMAD® workstation cranes which use I-Beam track for lifting up to 10-tons, shown left, right, and the EMH® AL System™ which uses enclosed aluminum track for lifting up to 1-ton, shown center.

.png)

Nomad: Sheeting manufacturer | EMH® AL Track | Nomad system: Water treatment plant
Below:
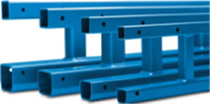
DEMAG® KBK monorail systems and workstation cranes using enclosed track.



KBK Monorail Crane System | KBK Enclosed Track | KBK Work Station Crane
Bridge Cranes vs. Monorail Systems:
There is often more than one way to design an overhead material handling system. Bridge cranes are most often used in medium to heavy duty and medium to high frequency applications where repetitive tasks are performed. Monorail systems and workstation cranes are most often used in low frequency applications where the capacity is between 1/4-ton and 10-tons. Trolley speeds can be very limited when passing through curves and switches.
Monorail systems have the advantage of serving as overhead conveyor systems. They can be automated and travel in similar patterns as AGV units at significantly lower capital and operating costs. A well-planned monorail system can often do the job of a more expensive bridge crane if the job is moving materials between workstations. They boast several advantages over forklifts and AGV units, including the ability to move materials over obstacles instead of around them, usually without requiring a dedicated operator. Further, monorails often have a useful life several times that of a forklift, with no requirement for batteries or fueling, and the need for very little floor space.
Bridge cranes tend to be heavy, and most are either supported by the building columns or are freestanding structures. That can be a problem when moving a manufacturing operation into a commercial spec. building that was not designed to support bridge cranes. Monorail systems are usually much lighter than bridge cranes. Most are supported from overhead beams but can be free standing. The weight of the system is an important factor regarding the need to install footings to support it.
When deciding between a monorail system and a bridge crane system it’s usually a good idea to run the numbers. All monorail systems listed in this article are manufactured by the companies that sell both types of systems, so the choice of which type of system to use is usually an ROI decision or based upon personal preference.
Andress Engineering Associates, Inc. (AEA) has been a dealer for overhead material handling systems, Trackmobile® mobile railcar movers, and desiccant type liquid and gas drying equipment since 1956. The AEA Crane Department can provide you with information on products manufactured by the five manufacturers referenced in this article: ACCO® MHS, CLEVELAND TRAMRAIL® DEMAG®, EMH®, and GORBEL®
For information on overhead material handling systems visit: andressengineering.com/equipment/cranes-hoists-monorails
Crane Department Email: adavidson@andressengineering.com
Phone: (800) 228-7922
Manufacturer Sources: ACCO® MHS, CLEVELAND TRAMRAIL® DEMAG®, EMH®, and GORBEL®
Data: www.globest.com
www.statista.com












